
Au fil des années, la technologie utilisée pour brasser la Berliner Weiße a changé à maintes reprises et était également différente dans chaque brasserie. Les sources sont souvent contradictoires et difficiles à interpréter en raison de mesures incohérentes. Peu d’informations datant du XVIIe siècle ont survécu.
XVIIIe siècle
Johann Samuel Halle [2] et Johann Georg Krünitz [3] savent que depuis le milieu du 18ème siècle la bière de froment berlinoise a été faite à partir d’un mélange à parts égales ou à 2:1 de blé et d’orge maltés qui étaient brassés pendant environ 1 heure ½. Après la filtration sur paille, le moût était bouilli avec un peu de houblon. Le mout était placé dans une cuve en bois et ensemencé puis au bout de 5 à 6 heures du début de la la fermentation commençait, la jeune bière était transférée dans des fûts, puis était généralement mise en bouteille au ‘Bierschenker’.
La durée de conservation était réduite: Halle écrit 8 jours en été et 14 jours en hiver. L’acidification n’était pas délibérément provoquée, car l’ébullition du moût le rendait exempt de germes. Avec la levure, « qui venait de Kottbus par la poste »[2], on s’assurait aussi qu’elle ne soit pas acide et contaminée. Mais en filtrant avec de la paille et en travaillant dans des cuves de fermentation et des fûts en bois, qui abritaient de nombreux micro-organismes dans leurs pores, il n’était guère possible de contenir les bactéries lactiques et acétiques[1].
XIXe siècle
Notre idée de la Berliner Weiße est principalement basée sur le style brassicole du 19ème siècle. Au cours de cette période, des brasseries spécialisées de bière de blé ont été créées, et brassaient plus ou moins selon des technologies fixes et reproductibles, dans lesquelles affluaient de plus en plus de découvertes scientifiques, auxquelles l’Institut de recherche et de formation en brasserie de Berlin (VLB), fondé en 1882, a notamment contribué.
L’une des principales différences avec les méthodes du 18ème siècle était l’abandon de l’ébullition du moût. Cela devait permettre aux micro-organismes présents sur le malt de se retrouver dans le moût et la bière. Cependant, des études menées au début du 20ème siècle ont montré la culture mixte de levures d’ensemencement avait une contribution significativement plus importante à la microflore, en particulier aux bactéries lactiques du moût.
La température de la maische, dans le processus d’infusion, était ajustée avec de l’eau bouillante. Le rinçage était effectué à environ 72°C. Après refroidissement, une culture mixte de levure de fermentation haute et de bactéries lactiques était utilisée. Le degré d’acidification pouvait dans une certaine mesure être contrôlé par la température de fermentation, qui se situait généralement entre 12 et 18°C – des températures plus élevées favorisant la multiplication des bactéries lactiques et assurant ainsi une acidification plus prononcée.
Le houblonnage était réalisé par du houblon bouilli dans l’eau de brassage. La quantité indiquée est de 0,75 à 1 kg de houblon pour 100 kg de malt, ce qui devait amener à une valeur d’amertume inférieure à 10 IBU, c’est-à-dire une amertume à peine perceptible.
La bière de blé était mise en bouteille dans des bouteilles vertes, où la teneur en acide carbonique souhaitée était obtenue par fermentation secondaire pendant 8 à 14 jours. Le remplissage et la fermentation secondaire étaient effectués par le distributeur de bière, qui recevait la jeune bière de la brasserie en barriques.
XXe siècle
La procédure du XIXe siècle présentait deux faiblesses majeures. D’une part, il s’agissait de la contamination fréquente de la bière par des pediocoques, ce qui conduisait à une consistance visqueuse de la bière, appelée « filante ». La cause en était le manque de cuisson et la nidification des bactéries dans les cuves en bois. Pour y remédier, outre l’utilisation de cuves métalliques plus faciles à nettoyer, Schönfeld recommande, entre autres, de porter la température de brassage à 85°C ou de faire bouillir brièvement le moût.
Le deuxième problème était l’instabilité de la culture mixte de levure et de bactéries lactiques. L’acidification ne pouvaient pas être adéquatement contrôlée par la température de fermentation et la composition de la culture était variable. Afin de stabiliser l’acidification, il a été recommandé d’utiliser un procédé en deux parties, dans lequel seule une partie de la bière était fortement acidifiée par l’ajout d’une culture de bactéries lactiques, tandis que l’autre partie était ensemencée avec une levure pure. Le degré d’acidification pourrait alors être ajusté en mélangeant les deux jeunes bières.
Schönfeld
Franz Schönfeld donne un aperçu des procédures des années 30 dans[4]. Le malt de blé et d’orge était mélangés et moulus dans un rapport de 3:1 à 4:1 et brassés selon un procédé à deux ou trois décoctions, plus rarement par infusion.
Les cônes de houblon étaient pressés et bouillis dans l’eau de brassage dans une quantité de 750-1000 g pour 100 kg de malt. Une estimation de l’amertume est difficile de nos jours, car ni la teneur en acide alpha ni le temps de cuisson et donc l’extraction d’amertume ne sont indiqués. En supposant une teneur en acide alpha de 4 %, une extraction de 20 % et un rendement de brassage de 75 %, on obtient une bière avec un moût original de 9°P d’environ 8 à 10 IBU.
La bière était généralement préparée sans ébullition du moût, directement de la cuve de refroidissement dans la cuve de fermentation avec une culture mixte de levure et de bactéries lactiques et fermentée dans des cuves ouvertes. Bien que Schönfeld recommande de chauffer le moût à au moins 85-88°C ou mieux de le faire bouillir brièvement pour éviter les infections par Sarcina, la peur de la perte de goût incite la plupart des brasseries à ne pas bouillir. Selon la température, le ratio des cellules de levure – bactéries lactiques se situe entre 4:1 et 6:1 ; des températures de fermentation plus élevées (17-20°C) favorisent la multiplication des bactéries lactiques et conduisent à une acidification plus forte que les températures inférieures (14-18°C).
La culture mixte était récoltée et réutilisée dans le brassin suivant ; il n’y avait pas de propagation pure. La fermentation secondaire se déroulait en bouteilles, avec une addition de 10-15% de matière fermentescible, à 12-16°C pendant 2 à 3 semaines. Au cours de la fermentation secondaire et en particulier de la maturation ultérieure, les levures Brettanomyces entraient en jeu et donnaient les arômes fins typiques.
Methner
En 1987, le professeur Methner de l’Université technique de Berlin a traité dans sa thèse[7] la question de savoir ce qui constitue l’arôme de la bière blanche berlinoise et quels acides et esters sont impliqués. Sa conclusion : La présence de levure Brettanomyces bruxellensis est obligatoire dans la bière Berliner Weiße de fabrication traditionnelle. L’arôme est fortement influencé par cette levure. Seule la culture mixte de Lactobacillus et Brettanomyces produit le mélange caractéristique d’esters et d’acides. En ce sens, elle est très proche de la Gueuze belge.
En ce qui concerne le comptage cellulaire, Methner explique que les lactobacilles doivent être présents dans une proportion au moins égale, sinon plus élevée que les saccharomyces pour assurer une acidification suffisante. Sinon, les saccharomyces empêchent la croissance des bactéries lactiques ce qui entraîne une acidification insuffisante. Selon Methner, les bactéries lactiques ne contribuent guère à la formation des arômes ; elles ne font qu’assurer une acidification suffisante.
Methner recommande un procédé avec fermentation lactique séparée pour garantir une qualité constante, en particulier un degré d’acidification défini du Berliner Weißen. Le moût acidifié est ensuite pasteurisé et fermenté avec de la levure de bière. La levure Brettanomyces est ensuite ajoutée pour la fermentation secondaire. De cette façon, les souches pures de micro-organismes issus de la sélection peuvent être utilisés à toutes les étapes.
Willner
Les informations les plus précises sur les chiffres clés de la production de bière de blé de l’après-guerre viennent de la brasserie Willner qui, jusqu’en 1990, a fait partie du regroupement de brasseries VEB de Berlin et a produit la Weiße de Berlin-Est. L’équipement de la brasserie était le même qu’avant la Seconde Guerre mondiale, à l’exception de quelques changements, principalement dans le refroidissement et l’embouteillage. Même la machine à vapeur de 28 CV pour la salle de brassage a fonctionné jusqu’à sa fermeture en 1990.
Chez Willner, 85 à 120 hl peuvent être produits par brassin. Pour 85 hl de moût, une tonne de malt de blé et d’orge produits par sa propre malterie sont mélangé à parts égales , soit un peu moins de 12 kg par hectolitre (rendement de la brasserie : 76%). La maische est produite par décoction au cours de laquelle le houblon en ajouté lors de l’ébullition partielle de la maische.
On ajoutait 3,6 g d’acide alpha en extrait de houblon ou de pellets par hectolitre de moût épais (4,2 g/hl de bière prête à boire)[1], ce qui donnait une amertume d’environ 10 IBU pour les blanches standard avec un moût titrant 9°P. Le moût était soutiré clair à 78°C et porté à la température de fermentation à l’aide de refroidisseurs à plaques sans aucune ébullition.
L’entreprise employait une culture mixte de levures et de bactéries lactiques dans une quantité de 0,2 litre par hectolitre. La culture était introduite avec le premier mout. La cuve de décantation avait une capacité de 3 brassins. Chaque jour, un brassin était soutiré en cuve de fermentation, puis un autre brassin était amené en cuve de décantation. Après environ 60 heures de fermentation, la levure était récoltée à l’aide d’écumoires. Après 3 bons jours de fermentation, le contenu du fermenteur était envoyé en maturation.
La bière finie était coupée avec de la bière jeune à 3% d’extrait et soit mise en bouteille dans la brasserie et affinée pendant au moins 10 semaines avant la vente, soit livrée au distributeur en camions-citernes. La bière de blé était refroidie et très peu filtrée pour la mise en fûts.
En plus de la version standard de la Berliner Weiße avec une gravité originale de 9°P, une Doublewieße ou Märzenweiße comme Vollbier [5] avec une gravité originale de 12-14°P[4] et une Berliner Weiße Starkbier[5] étaient parfois brassés.
Kindl
La production moderne de Berliner Weißen chez Schultheiß-Kindl suit essentiellement un procédé brevetée de Barrach[6], selon lequel seulement 20% environ du moût est acidifié avec une culture pure de bactéries lactiques et fermenté à environ 30°C, tandis que les 80% restants sont fermentés avec une levure haute fermentation. En mélangeant ces deux bières, le degré d’acidité peut être ajusté à volonté. Avant la mise en bouteille, la bière passe à travers un filtre de stérilisation afin d’empêcher toute fermentation ultérieure dans la bouteille.
L’avantage de ce procédé est qu’il est possible de fixer de manière fiable un niveau d’acidification donné et de reproduire ainsi une bières aux propriétés constantes. Pour les fermentations partielles, on peut utiliser des souches pures de levures et de bactéries. La perte de goût due à l’absence de fermentation mixte et surtout à l’absence de levure Brettanomyces dans la seconde fermentation est acceptée.
Francke a suggéré une procédure similaire dès 1906, selon laquelle l’acidification avec des bactéries lactiques devrait avoir lieu avant la fermentation proprement dite. Pour ce faire, le moût doit être ensemencé à 45-47°C avec une culture pure d’acide lactique et fermenté pendant 5-7 heures. La fermentation lactique est ensuite arrêtée par chauffage à environ 80°C. La fermentation alcoolique proprement dite se fait avec une levure de fermentation haute pure. Ce procédé souffre également de la même perte de goût et n’a donc été utilisé que pendant une courte période à l’époque.
Chiffres clés
La définition de la Berliner Weiße a changé au fil du temps. Au 19e siècle, elle était surtout brassée comme « bière pleine » (Vollbier[5]), mais elle était souvent diluée avec de l’eau par le distributeur. Ce n’est qu’avec la loi de la taxe sur la bière de 1909 que tout ajout subséquent d’eau a été interdit. A cette époque, la Berliner Weiße était brassée comme « bière pression » (Schankbier[5]).
L’acidification et le degré de fermentation ont été soumis à de fortes fluctuations en raison d’un manque de connaissance des processus impliqués dans le brassage et la fermentation aux 18e et 19e siècles. La bière a également constamment évolué pendant la garde, car les micro-organismes, en particulier les Brettanomyces, ont continué à fermenter pendant une longue période.
Les derniers chiffres-clés de la Berliner Weiße classique (de l’Est) proviennent des spécifications de qualité de la TGL 7764 de la RDA de 1986[8] :
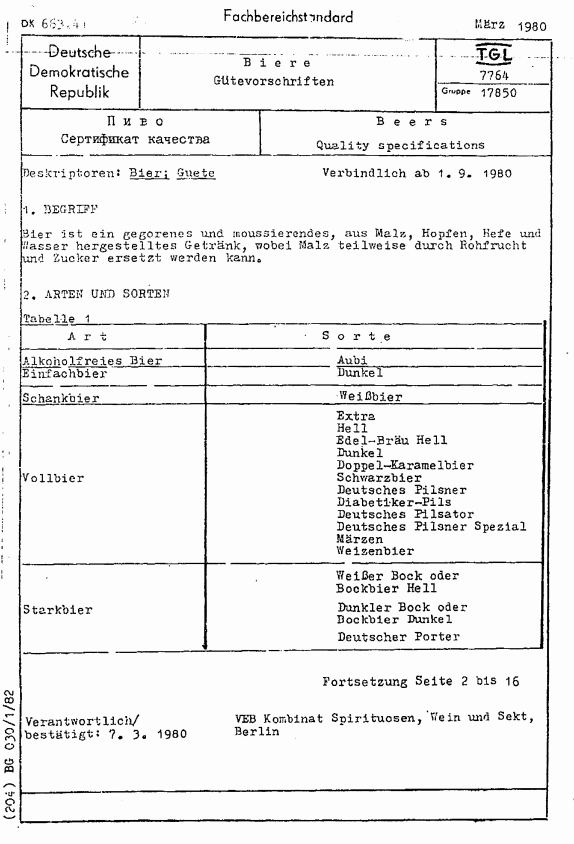
Moût initial: 7-8%
Atténuation de la fermentation: min. 75% (apparent)
Teneur en CO2: min. 0,6%.
Couleur: 9-15 EBC
D’autre part, les valeurs suivantes pour la Berliner Weiße sont données dans[9] pour l’année 1992 :
Moût initial: 7,1-7,5%.
Atténuation de la fermentation: 80-90% (apparent)
Teneur en CO2: 0,6-0,8%.
Couleur: 4,5-6 EBC
Degré d’alcool: 2,9 – 3,6 % vol.
pH: 3,3 – 3,6
Amertume: 3,0 – 4,4 IBU
Grâce à l’amélioration des matières premières et de l’ingénierie des procédés, la Weiße a ainsi pu être produite plus pale et plus atténuée en 1992 avec la même densité initiale de mout. L’amertume était très faible. La teneur en acide lactique a été ajustée à 1 – 1,5 g/l avec une fermentation lactique séparée et la fermentation secondaire avec Brettanomyces n’était plus de rigueur.
- Gerolf Annemüller, Hans-J. Manger, Peter Lietz: « Die Berliner Weiße – Ein Stück Berliner Geschichte » VLB Berlin 2008 ISBN 978-3-921690-58-1
- Johann Samuel Halle: « Werkstätte der heutigen Künste oder die neue Kunsthistorie », Vierter Band, Brandenburg und Leipzig, 1765 31. Abhandlung, Der Bierbrauer, S. 100ff
- Johann Georg Krünitz: « Oekonomische Encyklopädie oder allgemeines System der Staats-, Stadt, Haus- und Landwirtschaft in alphabetischer Ordnung », 5. Teil, Berlin, 1784, S. 1ff
- Prof. Franz Schönfeld: « Obergärige Biere und ihre Herstellung » Kap. B1, S. 149-160: « Das Berliner Weißbier » Verlag Paul Parey, Berlin, 1938
- Einfachbier (bière « simple ») densité initiale de 2°P à 5.5°P; Schankbier (littéralement « bière pression ») 7°P à 8°P; Vollbier (littéralement « bière pleine ») 11°P à 14°P; Starkbier (littéralement « bière forte ») 16°P et plus. Il y a bien des vides dans cette classification de taxation, ce qui signifie qu’avant 1993 les brasseurs allemands ne pouvaient pas brasser des mouts de 5.6°P à 6.9°P, 8.1°P à 10.9°P, ou de 14.1°P à 15.9°P!
- W. Barrach: Verfahren zur Herstellung eines Berliner Weißbieres mit konstantem Säuregrad Deutsche Patentschrift Nr. 958 464 vom 23.8.1956
- Prof. Dr.-Ing. Frank-Jürgen Methner: « Über die Aromabildung beim Berliner Weißbier unter besonderer Berücksichtigung von Säuren und Estern » Dissertation an der TU Berlin, 1987
- WTÖZ der Brau- und Malzindustrie Berlin, Fachbereichsstandard TGL 7764 Biere; Gütevorschriften, Berlin, 1986
- E. Krüger und H.-M. Anger: Kennzahlen zur Betriebskontrolle und Qualitätsbeschreibung in der Brauwirtschaft, Kap. 9.2.11 Berliner Weiße, Behr Verlag, Hamburg, 1992